
Spot welding is a resistance welding process used to join metal sheets by applying heat and pressure at specific points. It is widely used in automotive, manufacturing, and sheet metal industries for fast and efficient metal joining without additional materials. To build a professional career in welding and inspection, explore the full range of welding certification courses at IITS TWI Pakistan.
What Exactly Is This Technique?
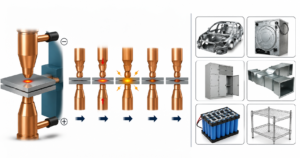
Think of this process as a highly targeted, microscopic zap of electricity. You take two metal sheets, squeeze them tightly between two pointed copper tips, and shoot a massive jolt of power directly through them.
The natural resistance of the metal itself creates an intense burst of localized heat. This heat melts a tiny, precise circle often called a weld nugget fusing the sheets instantly.
You get a clean, durable bond in a mere fraction of a second. There are no messy shielding gases required. You do not have to mess around with spooling filler wires. And there is absolutely zero massive cleanup required after the job is done.
It is the invisible secret behind the structural integrity of your car frame, the filing cabinet in your office, and the battery pack powering your favorite electric scooter. Understanding this technique is a key part of becoming a qualified Welding Inspector in the modern industrial world.
How Does The Process Actually Work?
You might wonder what happens inside that split second of electrical contact. The underlying mechanics are beautifully simple but rely on absolute precision to get right.
If you get the math wrong, you blow a hole in your project. If you get it right, you create a bond stronger than the surrounding metal. Here is the step-by-step breakdown of how a flawless structural bond is formed:
- The Squeeze Phase: Two heavy-duty copper electrodes clamp down firmly on the overlapping metal sheets. Getting the pressure right is absolutely vital. If the clamp is too loose, you get dangerous sparks. If it is too tight, you physically crush and damage the metal before the heat even hits.
- The Power Zap: A high burst of electric current shoots down through the electrodes. Since the metal sheets resist this electrical flow naturally, they heat up rapidly right at the exact pinch point.
- The Melting Point: The metal reaches its melting temperature in a matter of milliseconds. This forms a highly localized pool of liquid metal exactly where the copper tips press together.
- The Hold and Cool Down: The electrical current stops abruptly, but the physical clamp pressure stays locked in place. The molten pool rapidly cools and solidifies into a permanent, rock-solid joint.
Once the electrodes finally lift away, you are left with a smooth, slightly indented dimple. That little dimple represents a bond that can easily outlast the metal itself. Learning to read and evaluate these joints is a core skill covered in the CSWIP 3.0 Level I Welding Inspector course.
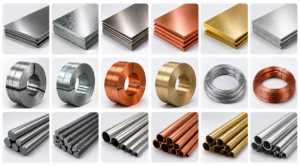
Materials Suitable for This Resistance Method
Not all metals play nice with electricity. Some conduct heat far too well, while others simply shatter under physical pressure.
Low-carbon steel is the absolute superstar in this arena. It has incredibly high electrical resistance and exceptionally low thermal conductivity. That means it heats up furiously fast and stays hot exactly where you want it.
But what about other metals? Can you use this method on the exotic alloys sitting on your workbench? Let us break down the compatibility matrix.
| Metal Type | Compatibility Level | Key Challenges & Workarounds |
| Low-Carbon Steel | Excellent | The perfect match. Easy to fuse, highly durable, and very forgiving for beginners. |
| Galvanized Steel | Good | The zinc coating acts as a barrier. It requires a slightly higher electrical current to punch through the surface. |
| Aluminum | Tricky | Conducts heat rapidly. Needs massive power bursts and flawless, continuous tip maintenance to succeed. |
| Copper | Poor | Far too conductive. The electrodes will heat up and melt instead of the actual metal sheets. |
| Titanium | Excellent | Naturally high electrical resistance. Bonds beautifully in aerospace and high-end automotive applications. |
If you are setting up a DIY battery pack in your garage, you will likely work with pure nickel strips. These behave wonderfully under quick, sharp bursts of electrical power, making them the industry standard for portable energy storage.
Applications in Modern Industries
This specific joining method is not just reserved for massive, dust-filled factories. It scales brilliantly from a tiny hobbyist workbench to a multi-billion-dollar robotics assembly line.
Without this technique, modern manufacturing as we know it would simply grind to a halt. Here is where this localized fusion shines the brightest:
- Automotive Assembly: A standard modern car body contains thousands of these small, circular structural joints. They hold the steel chassis together, absorbing crash impacts and keeping you safe on the highway.
- Electronics and Batteries: Take a close look at a 18650 lithium battery pack. Those shiny nickel strips securely connecting the cells? They rely entirely on this method to prevent the sensitive internal battery chemistry from overheating during assembly.
- Appliance Manufacturing: Your heavy-duty washing machine, your sleek refrigerator, and your kitchen microwave all feature these hidden joints. They keep the metal casings completely rigid and rattle-free.
- Aerospace Engineering: High-grade titanium panels on commercial aircraft often utilize this technique. It provides lightweight, hyper-strong structural integrity without adding the weight of heavy rivets or bolts.
Professionals working across these industries especially in Pakistan’s growing construction and manufacturing sectors rely on internationally recognized qualifications to validate their expertise. The CSWIP 3.1 Welding Inspector certification is the industry gold standard for professionals working with these techniques.
Expert Insights: Tips for a Better Bond
After years of analyzing structural engineering workflows, I can tell you that mastering this technique requires more than just pushing a shiny red button.
You need to develop an intuitive feel for the materials in your hands. Whether you are patching a vintage scooter or manufacturing tech hardware, here are a few insider secrets to elevate your craftsmanship:
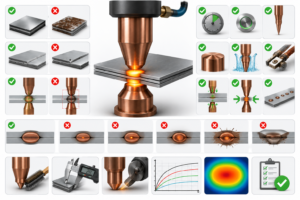
- Keep your tips pristine. Dirty, oxidized, or flattened copper electrodes will scatter your electrical current. File them down frequently to a clean, precise point for maximum energy focus.
- Watch your pulse timing. For thin nickel strips on power banks, a incredibly short, sharp electrical pulse is always better. If the pulse is too long, you will blow a hole straight through the battery cell and ruin your project.
- Apply firm, consistent pressure. If you see heavy sparks flying or molten splatter hitting the table, your clamp force is way too low. The metal needs incredibly tight contact to fuse properly.
- Test before you commit. Always run a destructive trial on scrap metal of the exact same thickness. Tear the two pieces apart with heavy pliers if the metal itself rips before the joint breaks, you have dialed in the perfect setting.
These professional insights are exactly what you learn in structured training. If you want to master welding and inspection at a professional level, our expert coaching servises at IITS TWI Pakistan are designed to fast-track your skills. Also read our full guide on how to learn welding step by step.
Content Gap: Resistance Joining vs. Other Techniques

Why choose this specific electrical fusion method over classic arc joining or futuristic laser tech? Why not just use heavy-duty industrial glue?
It all comes down to pure speed, precise heat control, and the exact thickness of your materials. Let us compare the heavyweights of the metal fabrication world to see who comes out on top.
| Feature | Resistance Joining | Gas Metal Arc (MIG) | Laser Fusion | Structural Adhesives |
| Best For | Thin metal sheets, battery nickel strips | Thick steel plates, heavy structural framework | High-precision micro-joints | Mixed materials (carbon fiber to steel) |
| Speed | Instantaneous (milliseconds) | Moderate (inches per minute) | Extremely fast | Very slow (requires curing time) |
| Filler Needed? | No | Yes (spooled metal wire) | No | No (the glue is the filler) |
| Distortion Risk | Very low | Extremely high (due to massive, widespread heat zones) | Minimal | Zero (no heat applied) |
| Setup Cost | Low to moderate | Medium (requires continuous gas and wire refills) | Astronomical setup cost | Low |
If you are building heavy steel gates or fixing a massive tractor, grab a MIG setup. But if you are assembling sheet metal panels, crafting custom electronics, or working with intricate components, sticking to resistance-based fusion is an absolute no-brainer.
Conclusion
Spot welding is an important industrial technique that provides strong, quick, and cost-effective metal joints. Its efficiency and reliability make it a preferred method in mass production industries, especially in automotive and fabrication sectors.
FAQs
Can I do this safely at home?
Absolutely. You can easily buy portable 12V kits online to build custom power banks at home. Just ensure you wear safety glasses and rigorously test your power settings on scrap metal first.
What happens if the electrical current is set too high?
Excessive power will literally blast a hole right through your delicate workpiece. It causes molten metal to violently splatter, leaving behind a weak, ugly, and structurally compromised joint.
Why do the copper tips get dull over time?
Under extreme heat and repetitive physical pressure, the soft copper tips slowly flatten out and pick up carbon debris. You must regularly file or “dress” them to maintain a sharp, focused electrical current.
Is it possible to fuse two entirely different types of metal?
Yes, but it is highly challenging and requires serious patience. You have to carefully balance the electrical flow because one metal will invariably heat up and melt significantly faster than the other.
Do I need an expensive protective gas for this process?
No protective shielding gas is required whatsoever. The immensely tight clamp pressure keeps atmospheric oxygen out of the molten pool, naturally preventing rust and structural weakness from forming.